O.D. Grinding Department
“Leave the grinding to the pros”.
We Are Here For You
Welcome to our Cylindrical O.D. Grinding Department’s page. We are glad you are here. For over fifty years we have been providing high quality precision grinding services for a wide variety of customers in different industries. In fact, the best quality, continual improvement, and looking for ways to provide value for our customers are at the center of everything we do.
We also understand you have other options. And that is okay, because we want to be the right fit for your precision grinding needs.
This is why our O.D. Department is always looking for new ways to be better, more efficient, more knowledgeable and more flexible than our competition.

ISO 9001:2015 Certified

O.D. Grinding Equipment

Lapping Centers

Center Hole Grinding
Cylindrical O.D. Grinding Capabilities
Where Technology Meets Craftsmanship
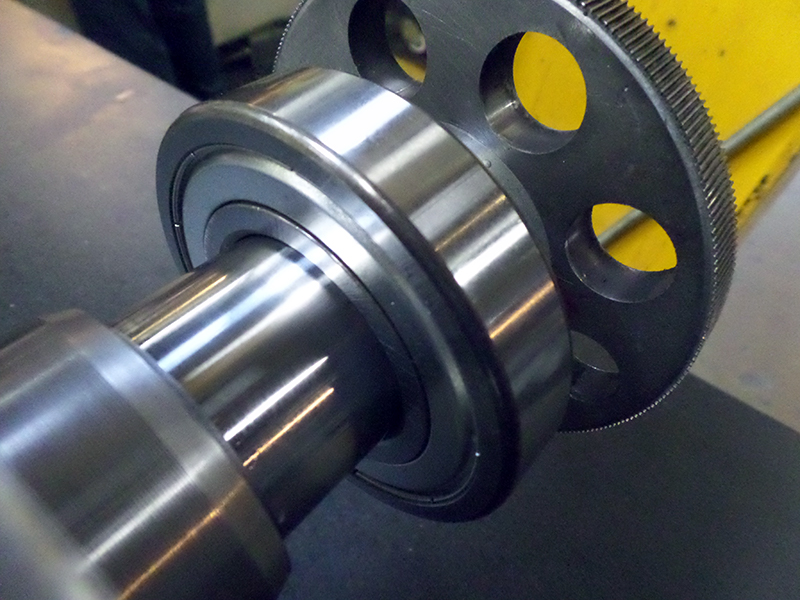
Our O.D. Cylindrical Grinding Department can grind parts from 0.032” to 18 inches on diameter by 60 inches long.
We have a combination of manual and C.N.C. grinding equipment.
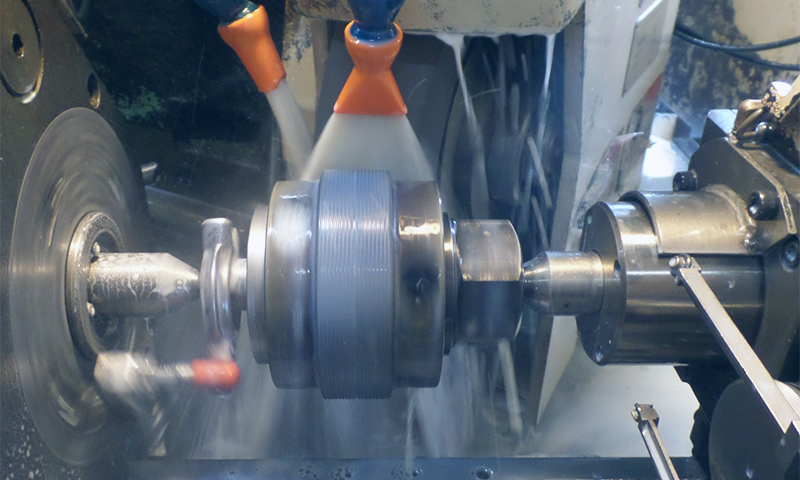
In fact, all our C.N.C. cylindrical grinders are equipped with Marposs in-process sizing gages, edge locator (probe), and automatic grinding wheel balancing systems.
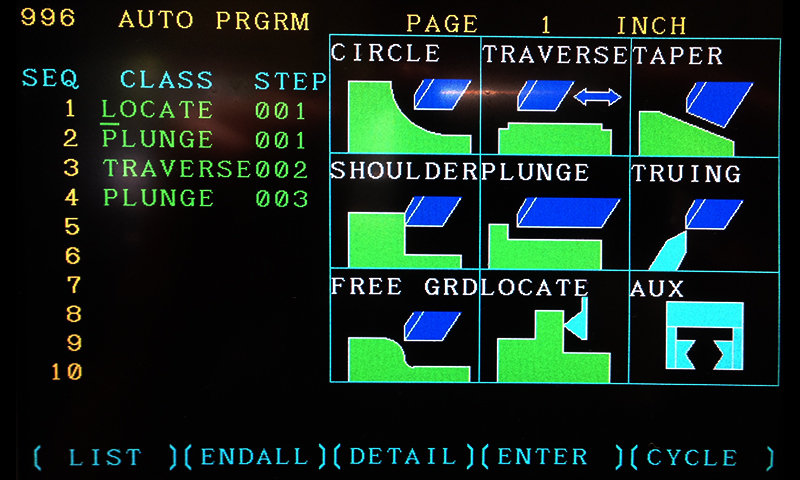
As a result, this allows us, for example, to do profile grinding. Profile grinding is a process of finishing multiple diameters, faces, angles, and/or radii on one plunge. In short, implementing profile grinding allows us to have full control of all individual features.
With the implementation of these technology we can achieve the highest quality at a competitive price.
Trained Professionals
Our Cylindrical O.D. Grinding Specialists are trained to do most of their own setups and C.N.C. programs.
They are also trained to know how to read a variety of blueprints and understand all symbols involved.
Most of our Grinding Specialists have also taken blueprint reading and GD&T classes, as well as communication, leadership, management, and team building seminars.
Experience You Can Measure
All of these help us stay ahead of the competition. We have been in business for over 50 years. And for those 50+ years we have provided our customers with the best quality service they deserve and need.
Request a Free Quote Today!
Gives a call at (630) 250-8950 and ask for Mike, Herminio, or Ed.

Cylindrical OD Grinding Capabilities.
| Minimum OD Diameter | 0.032" |
| Maximum OD Diameter | 18 inches |
| Max. Plunge Diameter Width | 6.250" |
| Minimum Part Length | 0.062" |
| Maximum Part Length Between Centers | 60 inches |
| Surface Finishes | 3Ra and up |
| CNC Controls | Yes |
| Profile Grinding | Yes |
| In-Process Gage | Yes |
| Automatic Wheel Balancing System | Yes |
| Live Head Stock | Yes |
| Locator Probe (Flag) | Yes |
| Traverse Grinding | Yes |
| Seal Diameter Grinding With No-Lead Surface | Yes |
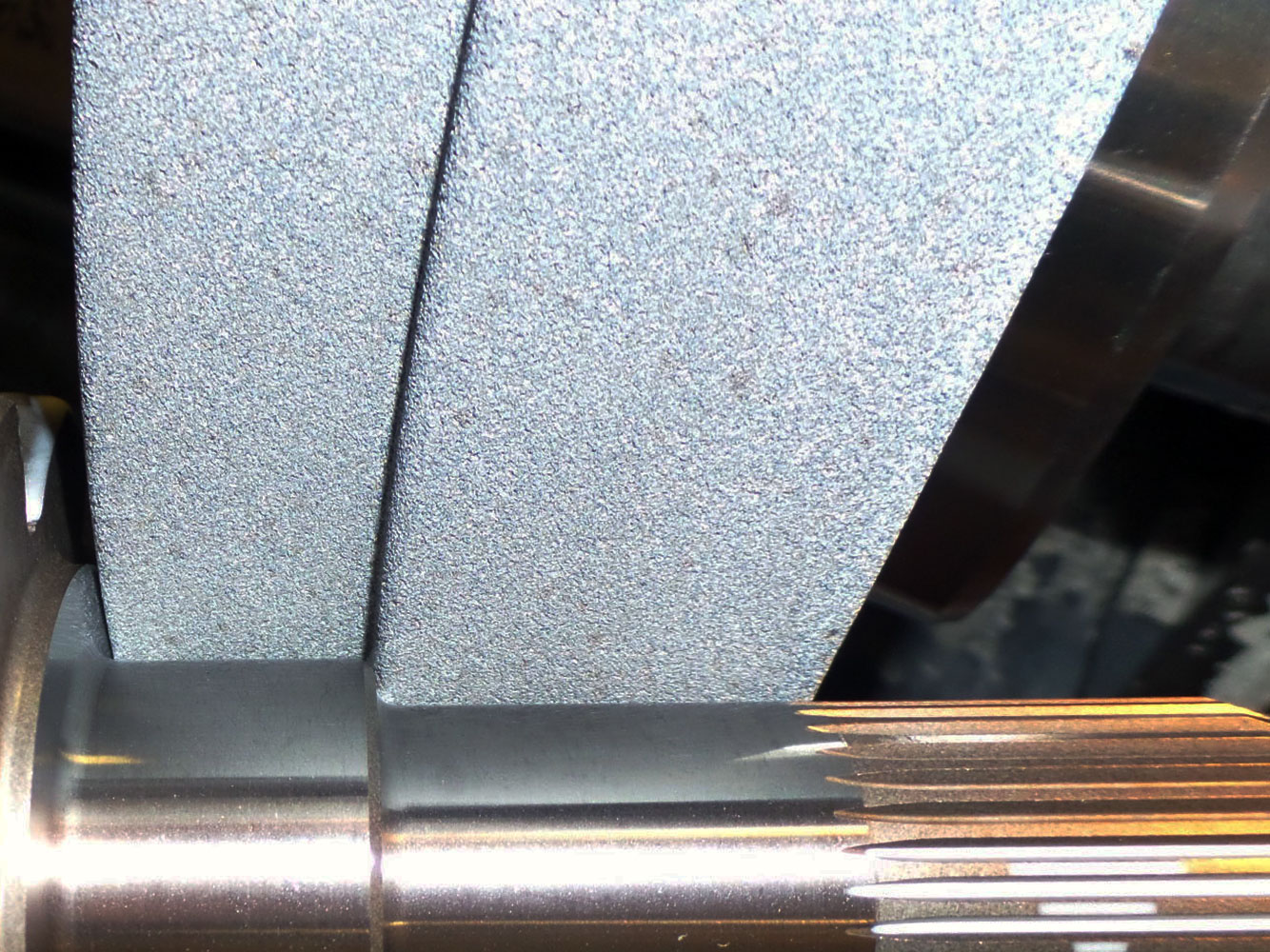
Cylindrical O.D. Grinding With Profile
Here is an example of how we can use profile grinding to grind multiple diameters, radii, and faces. The benefits of profile grinding are shorter cycle times, eliminates the need for multiple setups. In most cases concentricity and runout between ground diameters is less than 0.00005. Different surface finishes on diameters, faces, and radii can be controlled in the truing/dressing program. No need to have an operator take the part in and out of the machine multiple times

OD Grinding Repair Services
Here Are the Typical Steps We Take to Repair a Shaft, Spindle, or Ball screw:
{kind=link}
- We receive the part(s) with instruction of which features need repairing
- If there are any questions, we call our customer to make sure we avoid any misunderstandings
- An AutoCAD sketch is created with the original measurements of the features that need repairing as well as any relevant information
- The part is check for excessive runout, bending, burning, cracking, etc.
- The part is ground as needed
- The AutoCAD sketch is sent with the part with instruction for outside services such as chrome plating to minimize misinformation and retain detailed records of the processes needed.
- After the part returns from, in this case chrome plating, the part is ground to the original dimensions or to fit customer-provided mating part.
- All chamfers, radii, or faces are also ground as required
- Inspection is performed and recorded
- Customer is notified that part is finished

Lapping and Grinding Center Holes
Why is Lapping Center Holes Important?
Bryant Super-Precision Center Hole Grinder
Contact Us Today For Your Free Quote
Contact Us Directly